




想要更直观地了解【护栏,镀锌管景观护栏让利客户】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【护栏,镀锌管景观护栏让利客户】的图文介绍
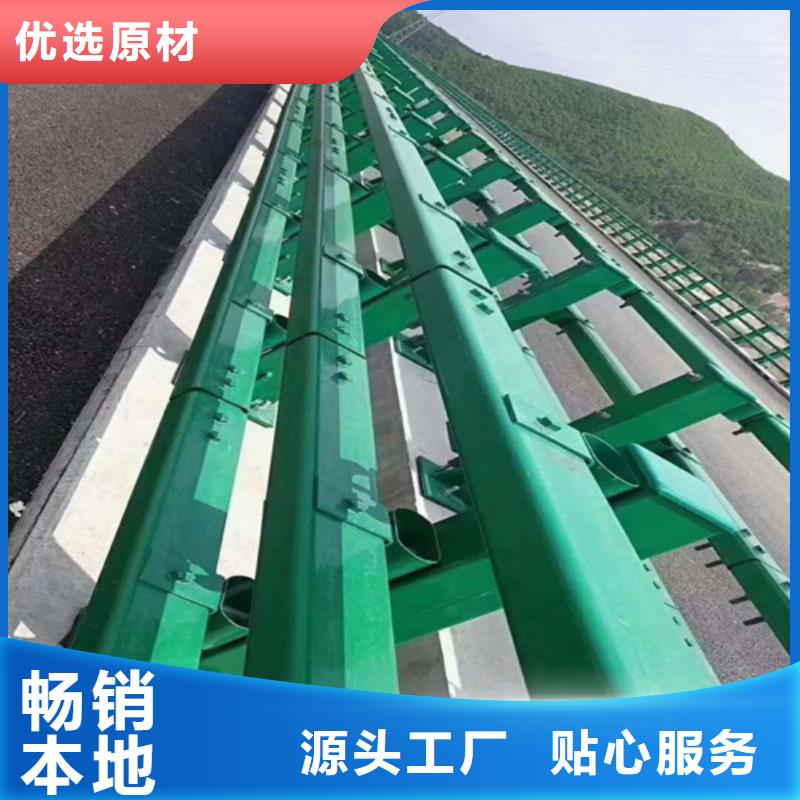
美特护栏有限公司(麻章分公司)以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 立柱桥梁防撞护栏产品。生产的各种系列 立柱桥梁防撞护栏产品通过有关检测机构的检测。
公司由一批在 立柱桥梁防撞护栏行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


不锈钢护栏做为一种替代市场传统不锈钢防护窗的第三代产品,虽然已问世五年时间,它已耐腐蚀强,颜色丰富,外观精美,价格适中等更多优势而深受消费者亲睐。但任何产品,任何市场总有不美的插曲。不锈钢护栏虽然优点更多,但其缺陷也明显,因不锈钢护栏采用组合方式连接,不同于传统不锈钢的焊接。虽然外观精美,但消费者很难接受锌钢管材采用的软制尼龙构件连接,毫无疑问软制尼龙构件存在其本身的缺陷,无论是在抗老化,耐高温,抗锯坏等各方面均达不到不锈钢的焊接优势。其次不锈钢护栏发展近五年,行业中出现了很多作坊式加工厂,为追求高利润,弄虚作假,不但锌钢型材以次充好,更严重的是组合配件采用质量极为低下的塑料构件.使不锈钢护栏的的整体抗破坏,抗老化,耐高温等性能相比尼龙构件提高7倍,相比不锈钢焊接提高5倍,一举奠定了不锈钢护栏取代不锈钢防护窗为坚实的基础。为却保品质的延续,对所有产品表面都采用了过硬工艺技术喷涂,并严格管控,确保质量的稳定和对消费者品质保证的承诺。




大家对于防撞护栏的研究有什么进展呢,由于汽车撞击标准防撞护栏时,汽车与防撞护栏之间并没有真正意义上的撞击,而是通过汽车的前轮爬上防撞护栏的坡面来消耗汽车的冲击动能,汽车结构没有与防撞护栏发生接触,汽车结构与防撞护栏之间没有能量交换。而汽车撞击半刚性护栏则是真正意义上的撞击,汽车结构与半刚性护栏之间要接触并进行能量交换。一般而言,半刚性护栏吸收的冲击动能比汽车前轮爬上防撞护栏坡面吸收的能量大,所以,无论是乘员头部的HIC位,还是假人胸部的合成减速度峰值,半刚性护栏都比标准防撞护栏具有更低的值,即半刚性护栏比标准防撞护栏具有更优的耐撞性。此外,大型车辆撞击标准防撞护栏时还存在更容易翻车的问题,具体表现在车辆位置的升高上。算例表明,到t=5OOms左右时,车辆班心开始急剧升高,到t=903ms左右时,车辆位且达到极限位置346.6m(车辆侧倾角达240),然后开始下降(即开始出现翻车事故),翻车事故在所难免。


不锈钢护栏的品种十分多,不锈钢耐腐蚀、防生锈、美观、巩固的特性在室内室外都得到普遍应用。室外用得多的是公路、街道、市政、景观、绿化带等区域,而室内多半用于家庭阳台、楼梯、学校、酒店、文娱场所等等。一方面了加工的效率和产能,另一方面,也为消费高质量的不锈钢护栏奠定了根底。采用管材切割机停止加工,大大了加工质量。除了以上两大主要的优势外,管材激光切割机还有如下特性:便当:不受外形的约束,只需经过软件编程,将需工切割的外形输入,便可完成切割。操作便当智能。




不锈钢护栏施工工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。不锈钢护栏主要施工方法:1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。
